
Уязвимое место шпоночных пазов – боковые грани. Они подвержены быстрому износу. Если грани не слишком изношены, то ситуацию корректируют путем фрезерования до устранения следов эксплуатации. В этом случае допустимо увеличение ширины паза на 15%. Тогда дополнительно увеличивают ширину шпоночной канавки, а при сборке устанавливают шпонку ремонтного размера. Иногда шпоночный паз детали не обрабатывают, а устанавливают ступенчатую шпонку.

Если нет возможности восстановить шпоночный паз обработкой под ремонтный размер, его заваривают, а затем фрезеруют паз с номинальными размерами в другом месте.
Если шпонка одновременно используется для крепления соединяемой детали в определенном положении, менять положение паза на валу недопустимо.
Износ шлицев происходит преимущественно по боковой поверхности. По ширине износ таких деталей в автомобиле составляет около 0,4-0,6 мм, достигая иногда 1 мм. В тракторах этот показатель находится в пределах 1,2-3,4 мм.
Износ боковой поверхности возможен и в шлицевых валах, которые центрируются по наружному диаметру. По наружному диаметру износ составляет 0,1-0,2 мм, но может достигать и 0,6-0,7 мм.
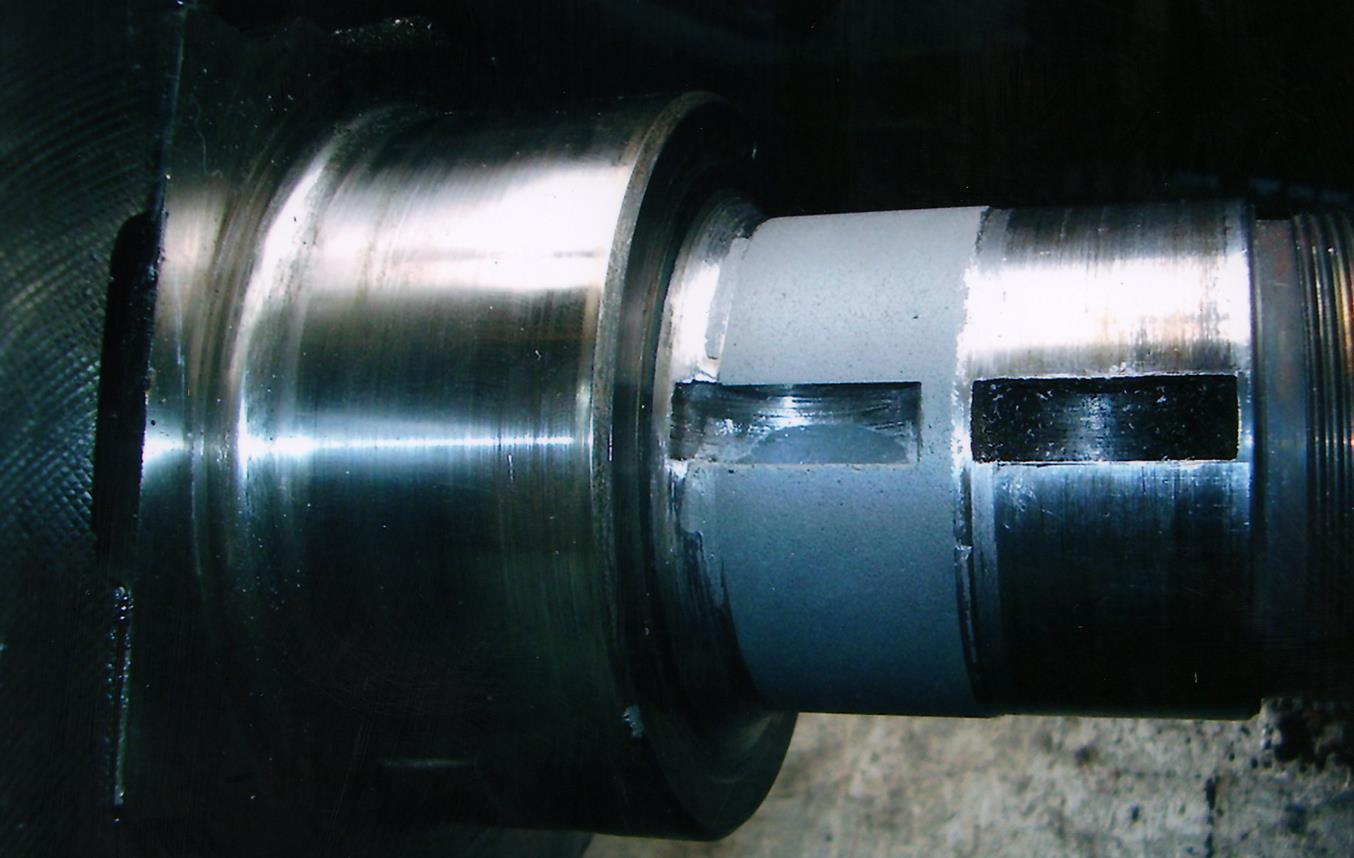
Наплавка новых шлицов на валу электрического двигателя
Чересчур сильный износ требует образования новых шпоночных канавок. В таком случае старые заполняются при помощи наплавки ручным или механизированным способом. Также возможна электроконтактная наплавка с одновременной осадкой. Для выполнения работы используется состав Loctite Hysol 3478 A&B Superior Metal. Вид используемой посадки – переходная. Процесс полимеризации стали занимает сутки.
В большинстве случаев прибегают к методу механизированной наплавки в среде углекислого газа, либо к вибродуговой наплавке. Наплавка выполняется продольными валиками или по винтовой линии. В первом случае, при выполнении шлицев шириной до 5,6 мм, впадину полностью наплавляют. Если шлицы крупные, наплавляют только их изношенную сторону.
После завершения наплавки вал при необходимости правят, протачивают по наружному диаметру, выполняют фрезеровку и шлифовку на валу.
Если проводится центрирование шлицевого соединения по наружному диаметру, после обточки также выполняют шлифовку. Если требуется повышенная твердость шлицев, после фрезерования их закаливают в масле нагреванием до +850 градусов, отпускают при температуре в пределах от +200 до +250 градусов и шлифуют.
Спонсоры статьи: [sape count=2 block=1]